目前腰下進度基本完善了,剩下腰上,腰上的部份有兩個重點,一個是壓縮比的測量,另一個是該凸輪會不會造成活塞打氣門閃角,只要這兩項都滿足,那引擎的部份就差不多了。
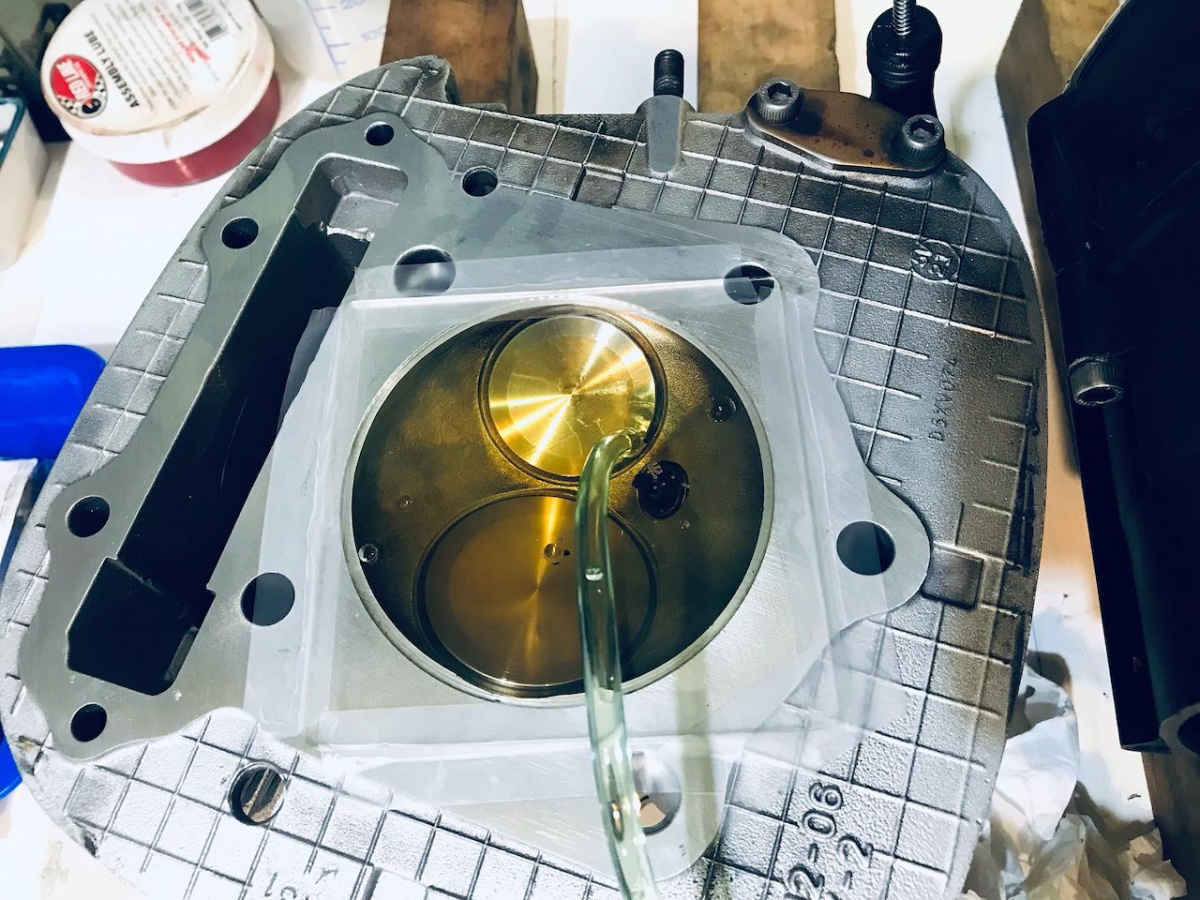
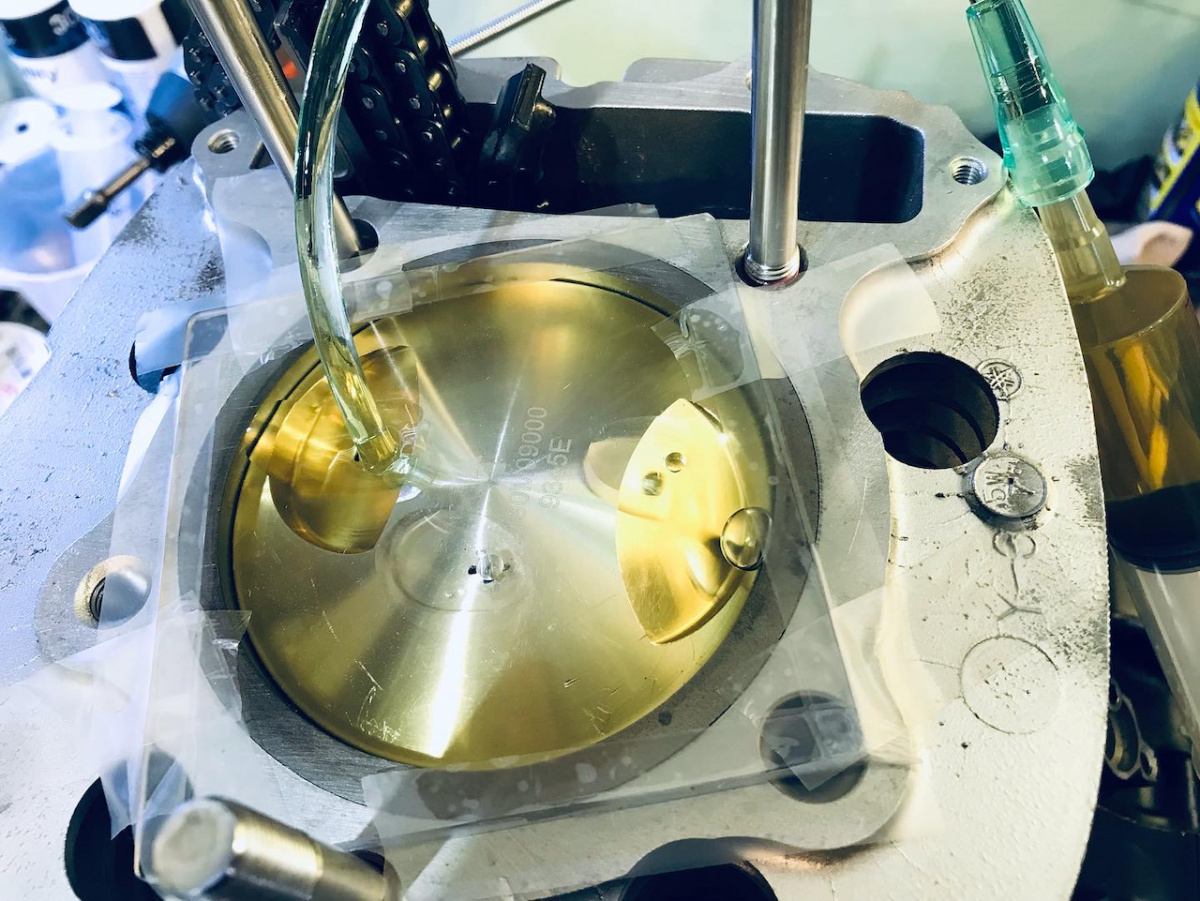
首先測量壓縮比,壓縮比的測量說穿了也沒什麼訣竅,就是把活塞在下死點時的容積和上死點時的容積相除,就可得出壓縮比,我期望中的壓縮比是不要超過11,當前使用的活塞是 Wiseco 90mm 11:1 的活塞,也就是理論上它的表現應該會在11上下,然而我希望可以低於11,加上燃燒室有車到90mm,以及使用1mm厚的銅墊片,所以預期可以得到更低一些的數值。
實際測量開始,燃燒室容積:70~70.5cc、1mm墊片容積:6.4cc、上死點至下死點容積:585cc(也就是排氣量)、90mm 活塞頂容積:16.4cc,有這些數據就能計算出壓縮比了,很重要的是,很多人計算壓縮比並沒有求出活塞頂,這樣是不行的,活塞頂的容積會因為選用的活塞而有相當大的差異,必須求出來,否則只能說是用猜的而已。
總之,算出壓縮約10.7~10.8之間,算是安全了,不過有些老外認為若能低於10就更好,這點我覺得等我實際改完在來評估看看,但不要超過11我認為是比較恰當的,畢竟這是純氣冷車,能低一點還是好。接下來就是計算凸輪、氣門了,找時間在來測。
另外關於測量壓縮比的方法,有些人使用滴定,那也是好方法,但要準備的過程稍微繁雜些,而且我也沒有低定,以前量這個就靠壓克力板就行了,唯一的缺點是活塞頂不好求,但方法也是有的,活塞置頂到活塞頭貼到壓克力板,注入液體,然後根據該位置活塞下行的行程算出排量,用排量減去注入的液體就是活塞頂的容積了,如此而已。
喔對了,如果說壓縮比超過預期的該怎麼辦? 通常有幾種方法,燃燒室加大、增加墊片高度或是修活塞,增加墊片的方式是最常見的,但也是最不推薦的,而燃燒室加大則需小心,通常我會說至少先把燃燒室做到跟汽缸一樣口徑,畢竟有這考量的汽缸一般都加大過了,再說燃燒室口徑若小於汽缸,可能會有爆震問題,假如墊片口徑也不一,這樣整個就是亂七八糟,所以我一定會讓燃燒室、墊片、汽缸口徑都處於相等,這些都做過以後若壓縮比還是太高怎麼辦? 那就是修活塞頂,或是繼續挖燃燒室,鍛造活塞的頂部是可以修改的,而且是合法修改,畢竟鍛造活塞頭本來就預期可能會有修改的空間,加上強度足夠,所以修鍛造活塞頂部完全是允許的事情。